想了解我们的香港【当地】钢锭弹簧钢厂家让客户买的放心产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内全面了解产品的精髓。
以下是:香港香港【当地】钢锭弹簧钢厂家让客户买的放心的图文介绍

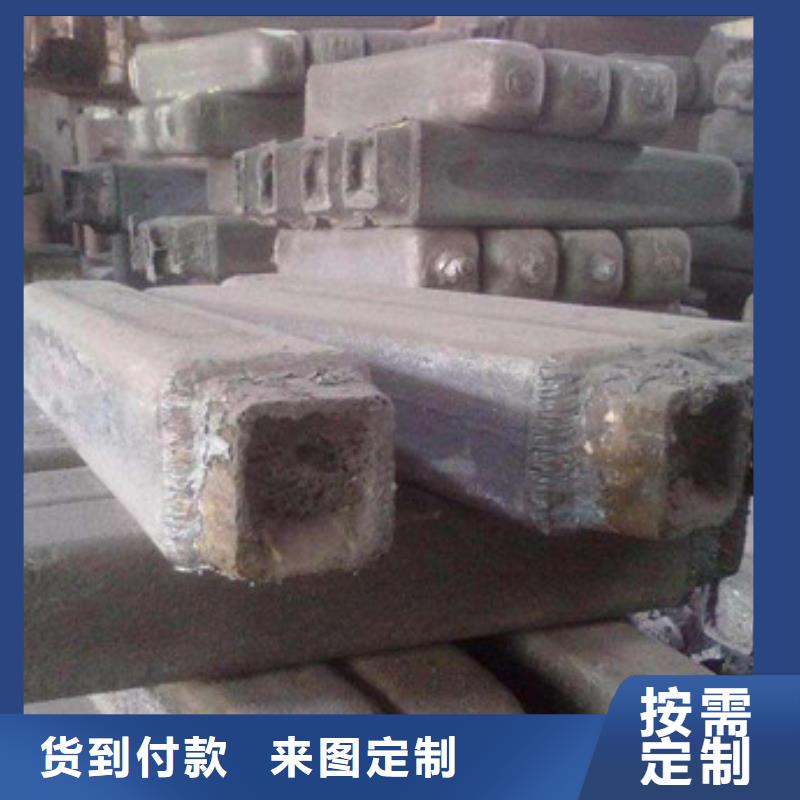
铸钢件操作流程
顺序是:选取合适砂箱→放置木模→填砂→紧实→放置上砂箱→安置浇冒口→填砂→紧实→起模修型→硬化
铸钢件操作方法及质量标准
根据铸件模型的形状和大小,选取合适的砂箱。
把铸件模型放到砂箱内的适当位置。
往砂箱中加入适当造型砂,使用工具将砂箱中的造型砂紧实,紧实程度要适中。
用刮板刮去高出砂箱的造型砂,使砂型表面和砂箱的边缘平齐。
用毛刷清理模型表面浮砂,覆盖塑料薄膜并使薄膜平整。
放置上砂箱,上、下砂箱箱口要对齐。
在上砂箱中合适位置放置浇冒口,添加造型砂并紧实。


就浇注速度而言,在保证型腔内的气体排出顺畅的条件下,对要求同时凝固的铸件可采用较高浇注速度,对要求实现顺序凝固的铸件,尽可能采用较低的浇注速度。
就浇注操作要求而言一般需要按照以下几点来遵守:a。浇注大、中型铸钢件,钢水要在钢包内静置1-2min镇静后进行浇注。b。浇注后待铸件凝固完毕,要及时卸除压铁和箱卡,以减少铸件收缩阻力,避免铸件产生裂纹缺陷。
铸钢件是金属物件,它很多不同的形状,铸钢件加工过程非常复杂但又具有创造性,那么铸钢件加工的工艺特色是怎样的呢?
大型铸钢件加工及工艺设计需要考虑很多的工艺方面的条件要素,也需要运用很多的设计技巧。一些在小件中不显眼的因素,在大件中就会产生大的影响。大型铸钢批量小,工艺试验和改进也比较困难,要求其设计者具有有丰富的行业知识和设计经验。



经过年的稳健经营与拓展,现已成为集 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、设 计、开发、制造与销售为一体的实业型企业。 新物通物资有限公司主要经营 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、,以好的质量,齐全的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品,全方位的服务,合理的价格,诚挚的信誉,竭诚为广大客户提供全方位的服务,愿与每位客户携手共进,共创美好未来!


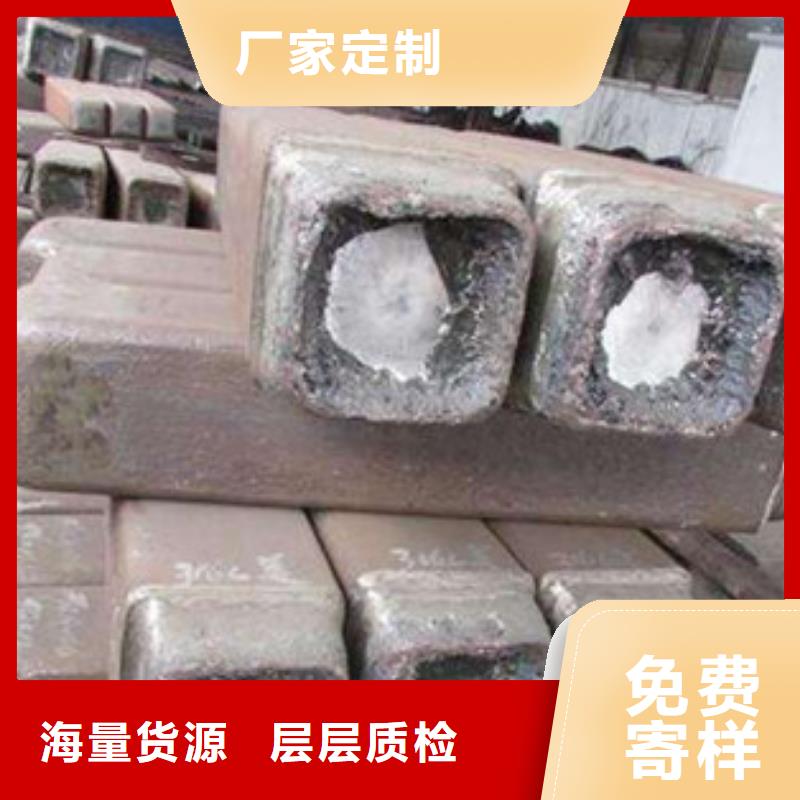
补贴几何尺寸过小,铸件内部会出现缩孔、缩松及裂纹等缺陷;补贴尺寸过大,对铸件的质量也会产生不利的影响。影响铸钢件产生内裂的因素主要有合金材质、铸件结构、浇注条件、铸型性质等。补贴设置的恰当与否,往往是影响铸件产生内裂倾向的一个重要因素。当内层金属变形量大,所受应力超过了金属的强度,就会产生内裂纹;若所受拉应力未超过金属的强度,在铸件凝固后,内部有残余应力,在后续加工、清理;吊运过程中,受撞击、热变形不均等因素的影响,在铸件 内部易出现裂纹。补贴过大会增大铸件各部位间的温度差,增加因收缩开一致而产生的内应力及裂纹倾向;补贴过小,将引起铸件内部的收缩缺陷,削弱了铸件合金的抗应力能力,增加产生内裂的倾向。因此,在设计铸钢件补贴工艺时,应仔细分析铸件的治构特点,在确保补缩的情况下,应尽可能的减小补贴的几何尺寸, 以减少困补贴的热作用对铸件内裂倾向的影响。






 扫一扫
扫一扫