





 扫一扫
扫一扫
铸铁闸门_双向止水闸门大厂生产品质")
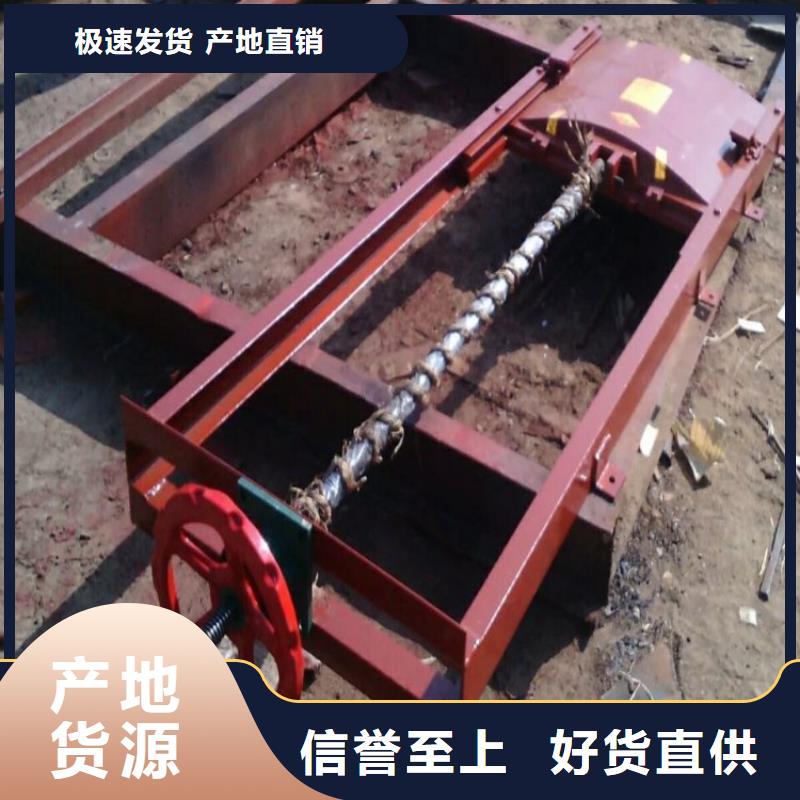
铸铁闸门安装步骤详解 铸铁闸门是一种直升直降式平面或孤形滑动闸门,主要是靠螺杆启闭机来开启和关闭。启闭机带动闸门门体上下运行,达到疏通和截阻水流的作用。 铸铁闸门 的特点是防腐蚀性强。铸铁闸门由闸框和闸门、压块等几部份组成,但铸铁闸门和钢闸门 的不同是这些部件是一个整体,必须整体安装。新河县宏康水利机械厂的工程师给大家讲一下铸铁闸门的安装方式和怎样安装铸铁闸门: 一.基建预埋。闸门有几种常见的安装形式:附壁式、预埋式。1.附壁式是铸铁闸门直接用膨胀螺丝或化学螺丝安装。把铸铁闸门整体(注意铸铁闸门和铸铁闸框必须整体安装不能拆开)吊装在出水口墙壁上,用膨胀螺丝或化学螺丝把铸铁闸框订在墙上,不做任何水泥浇筑。2.预埋式又称为浇筑式,适用于大型闸门或者小型闸门的反向止水。此安装方式需要水泥墙上预留闸门安装槽,并在安装槽内的预埋钢筋。 @安装形式 铸铁闸门的安装形式是根据其基建特点以及其用途来决定的。 1.机闸一体式,又叫做自承式,主要是启闭机和闸门为一体结构,安装时闸门和启闭机一起安装,这种安装方式 特点为费用较少,因为不用做启闭机的水泥横梁,缺点是只能用于渠道、池塘等水压较小的地方,不能用于水库水压较深的出水口。 2.平底式。平底式是指闸门底部直接置于渠底或者河道底部。 3.附壁式,又称为墙壁式,是指闸门直接用螺丝悬空固定在水泥墙上。 4.渠道式,是指闸门直接安装在渠道中间。
铸铁闸门_双向止水闸门大厂生产品质")
铸铁闸门_双向止水闸门大厂生产品质")
注意事项: 铸铁闸门必须整体安装,闸框与闸门不能折开,闸门的出水口必须与预留的出水口一致,并采用以上介绍的安装方式固定后。再把闸框与闸门的固定螺丝拆开,小编再次强调,必须安装完毕后再把闸门和闸框的固定螺丝及小压条拆开。如果没有安装好就拆,后果自行负责。 建议客户谨慎安装,如有不会可以咨询本厂工程师。@
一、总体结构及安装方式 1、 本公司的铸铁镶铜闸门结构及安装方式齐全,按结构可分为: 单向升杆式方、圆闸门(型号:SFZ、SYZ); 单向暗杆式方、圆闸门(型号:AFZ、AYZ); 双向升杆式方、圆闸门(型号:SSFZ、SSYZ); 启闭机按结构分为:手轮式(型号:QSL)、手摇式(型号:QSY)、手电两 用式(型号:QDA)及双吊点式(型号:QDS、QSS) a) 靠壁式:适用于圆闸门φ200-φ1200,方闸门300-1000等单向闸门的安 装,土建预留孔比闸门口径大100mm。 b) 附壁式:适用于所有规格的单向及双向闸门的安装,土建预留与闸门口 径相同。
靠壁式 附壁式
法兰式 下开式 c) 法兰式:适用于所有规格的单向及双向圆闸门的安装,穿墙管的法兰密 封面尺寸应与闸门的法兰密封面尺寸一致,穿墙管应伸出墙面150-200mm以确保安装,当穿墙管为钢管时,需与闸门法兰配制一只钢法兰,安装时两法兰装配后再与穿墙管焊接,法兰标准为:JB/T81-94,PN0.25MPa。 d) 平底式:适用于泥沙量较大,特别有块状物容易在闸门前造成堵塞的场合。 e) 下开式:适用于上开时无空间的场合,只适用于单向闸门安装。 f) 自撑式:适用于渠道安装,上部无法设置启闭机平台的场合。
铸铁闸门_双向止水闸门大厂生产品质")
铸铁闸门_双向止水闸门大厂生产品质")
铸铁闸门_双向止水闸门大厂生产品质")
耀禹水利机械厂建立有 球墨铸铁闸门、产,供,销以及后勤保障等体系,组织机构完整,公司现有员工600余人,其中业技术管理人员50余人,具有较强的 球墨铸铁闸门、研发,设计,生产,销售业务能力和较好的管理水平,可为顾客量身定做,提供专业化服务。
铸铁闸门_双向止水闸门大厂生产品质")
静平衡试验 闸门启闭机自由吊离锁定梁100mm,通过滑道中心测量上、下游方向与左、右方向的倾斜,单吊点平面闸门的倾斜不应超过门高的1/1000,且不得大于8mm。当超过时,应予配重调整,符合标准后方可进行试槽。 (9)平面闸门试验 闸门安装完毕,对闸门进行试验和检查。试验前检查并确认吊头、抓梁等动作灵活可靠;充水装置在其行程内升降自如、封闭良好;吊杆的连接情况良好。同时还应检查门槽内影响闸门的杂物等是否清理干净,然后方可试验。平面闸门的试验项目包括: a. 无水启闭试验 在无水的状态下,闸门与相应的启闭机等配合进行全行程启闭试验。试验前在滑道支承面涂抹钙基润滑脂,闸门下降和提升过程中用清水冲淋橡胶水封与不锈钢止水板的接触面。试验时检查滑道的运行情况,应对闸门水封进行漏光检查,止水处应严密。 b. 充水试验和静水启闭试验 本工程在无水启闭试验合格后进行,检查闸门与门槽的配合以及橡胶水封的漏水情况。试验时检测闸门在运行中有无振动,闸门全关后底水封与底坎接触是否均匀。 c. 在有条件时,对闸门进行动水启闭试验。 (10)、平面闸门安装质量要求 平面闸门安装质量要求按招标文件及有关 规范的要求执行。
铸铁闸门_双向止水闸门大厂生产品质")
技术支持:cnwbgg.com